

1.引言
食品包装物的质量安全是食品安全的重要内容。对食品饮料包装瓶进行灌装前的质量检验越来越受到重视。随着灌装线自动化程度的提高,贴标机等国外先进自动化设备的引进,目前人工标签检测已很难满足自动化生产线的要求。人工检测不仅检测效率低,同时由于主观因素很难保证检测质量,增加企业成本。对智能标签检测系统的研发势在必行。本文研发的基于s7-200的扁平酒瓶标签检测控制系统,是根据厂家要求,以白酒扁平酒瓶为例。控制器用的s7-200,数据采集选用光电传感器,硬件简单,成本低。系统能在运动过程中成功检测出标签的缺失,并对缺失标签的瓶子进行准确无误的剔除,同时具有报警功能,在缺失标签瓶未剔除,或是连续剔除瓶超过最大设定值时进行报警。
2.系统的整体设计
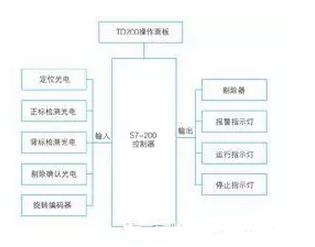
目前对标签的检测最流行的是机器视觉技术,该技术不仅能检测标签的缺失,检测标签有折角,标签有破洞,标签贴反了等等问题均能检测,但开发周期长,而且费用高。本系统根据厂家要求,系统要能够对瓶子的正标和背标进行检测,并对缺失标签的瓶子进行成功剔除,系统采用光电传感器进行数据采集,控制器采用西门子的s7-200。整个标签检测系统包括检测单元,控制单元,剔除单元,显示单元以及辅助单元系统组成如图1所示。
系统沿空瓶传输方向工作流程:
(1)空瓶首先触发定位检测光电,定位光电在没瓶经过的时候是高电平,来了瓶之后变成了低电平所以当扑捉到下降沿脉冲时就把该瓶子的位置信息存到对应的存储单元。瓶子的位置信息通过旋转编码器的输出脉冲数表示。
(2)接着触发检测光电,如果是贴标合格在瓶子的好坏信息存储单元里写1,不合格写0。
(3)当到达剔除器位置时,提取对应瓶的好坏信息,如果是好瓶不做处理,如果是坏瓶,剔除器将瓶子剔到回收链道。
(4)最后剔除确认是对剔除位置认为好的瓶进行再一次核查,如果发现瓶子贴标不合格而没被剔除或者连续过多的不合格瓶将进行报警。
3.系统的硬件选型
(1)plc:选择siemens的s7-200plc,它具有结构紧凑、扩展性良好、价格低廉、指令功能强大的特点,非常适合小规模控制。cpu224集成14输入/10输出共24个数字量i/o点,13kb程序和数据存储空间,6个独立的30khz高速计数器,本系统需要输入点7个,输出点是4个完全满足要求。
(2)标签检测光电:选择邦纳的qs30edv传感器,是具有学习功能的直接反射式传感器,分别检测瓶两侧有没有标签。
(3)操作面板td200: 通过siemens的td200操作面板,我们可以很容易的查看有关检测信息和修改参数设置以及确认报警。
(4)剔除器:采用门式剔除器,克服了快速击打单段式剔除器对扁平酒瓶提出时易倒瓶的弊端。
4.软件设计
系统软件控制部分包括:初始化子程序,主要是清零数据区,设置计数器计数方式;正标检测子程序和背标检测子程序;剔除子程序,将前面检测出的不合格酒瓶准确剔除;剔除确认子程序,确认标签缺失酒瓶已被准确剔除,否则停机或报警;报警子程序,出现异常情况则报警。
5.关键技术
(1)存储单元的分配
为了实现对生产线上大量瓶子的检测,考虑到plc的存储空间有限,采用分组检测,间接寻址的方式(组数为定位光电和剔除确认光电之间最大瓶数)一旦达到最大组数,计数器就清零从新计数。本系统中最大组数定为30个瓶。瓶子好坏信息是以字节存储的,好而位置信息,也就是对应该瓶子的旋转编码器的脉冲数是双字,占用4个字节。
(2)当记到最大组数时,需进行特殊处理
当c1计数到30时,计数器清零,而此时瓶子刚过了定位光电还没到达检测光电(即还进行检测是否有标),所以存储位置信息的单元里存的是第0个瓶的位置信息,此时第30个瓶的好坏信息即被存在了第0个瓶的好坏信息位置上,因此需要在瓶子过了检测光电之后,达到剔除器之前,需将0号位置的好坏信息赋给第30个瓶的位置上,同时因为程序在不停循环,需将0号清零,等待存下一个最大组。
(3)剔除器控制
系统采用距离剔除,并实现连续出现缺失标签瓶时,剔除器不收回,直到所有缺失标签瓶都完全剔除到邻近链道才收回。设置一个距离脉冲数,瓶子过了剔除器未到达距离脉冲数之前,需要去取下一个瓶的好坏信息,如果是好瓶就将剔除器收回,贴标不合格则不收回进行连续剔除。此处还需做一特殊处理,即判断一下前后两个瓶的之间的距离,如果他们之间的距离大于检测光电到剔除器之间的距离,不论下一个瓶是好是坏都不再等待,将剔除器收回,可避免误剔。剔除控制程序如图4所示。
(4)定位光电和检测光电的安装位置
(a)定位光电和检测光电之间的距离要尽可能的小,如果距离很大,如前一个瓶触发了定位光电,计数器为1,当1号瓶还没达到检测光电又来了一个瓶,因为我们是根据偏移量进行寻址的,检测光电检测到的1号瓶的好坏信息就会存到2号瓶的存储单元里。
(b)标签检测光电要通过反复上下调高度,和旋转调角度,找到最佳角度。
6.实验结果
本实验在空瓶检测综合实验平台上进行,共采用样本瓶6000个,其中正标缺失瓶300个,背标缺失瓶300个,正标、背标均缺失瓶150个。主要对系统的检测速度、检测准确度及剔除倒瓶率等三个重要指标进行了测试。测试数据如附表所示。
标签检测系统能满足速度28000瓶/时到32000瓶/时的要求,检测准确率在99%以上,剔除倒瓶率控制在2%以下。
 邮箱:sales@6li.com
邮箱:sales@6li.com 地址:上海市嘉定区杭桂路1112号906室 中波大厦
地址:上海市嘉定区杭桂路1112号906室 中波大厦 
 关注我们
关注我们 网站首页
网站首页 关于我们
关于我们 产品中心
产品中心 资料下载
资料下载 新闻资讯
新闻资讯 行业应用
行业应用 联系我们
联系我们